
Longer cranks should be stronger

Our Rene Herse cranks are available in three length: 165, 171 and 177 mm. We chose 3.5% increments, because that is the smallest difference you’ll notice as you ride. That part is just common sense. What makes our cranks unique among small-production cranks is that we use different forging dies for each crank length.
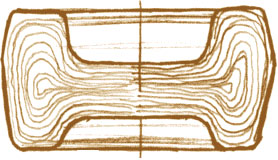
Let’s first talk about why we forge our cranks: Forging strengthens the metal because it aligns the grain structure (above). By contrast, CNC machining just carves the part out of a big block of aluminum. You’ll still have the grain structure of the original block, which is now interrupted where the block has been cut away. On a complex shape like a crank, this creates a lot of weak spots. (Aluminum behaves a lot like wood in this respect, where you always want to work with the grain, not cut across it.)
To make up for the lack of strength, CNC-machined parts use more material, making them bigger and bulkier. If you want slender, lightweight parts that still are strong enough for hard riding, you’ll want to forge them.

To obtain the full advantages of forging, the forging die must be close to the final shape of the crank. Otherwise, you start cutting into the grain structure again, and you lose the strength advantages of forging. That is why Rene Herse cranks use different forging dies for each crank length. Above you see the raw forgings. To turn them into cranks, holes are drilled and threaded and the arms are polished. The grain structure of the cranks remains uninterrupted.
![]()
Forging dies are expensive, and that is why small makers either CNC machine their cranks or, if they forge them, often use a single forging for all their crank lengths (above, the final forging is at the bottom). The area where the pedal eye will be is elongated, so that the crank can be machined to the final length as needed. This saves money, but it means that the forging’s grain structure is interrupted in the highly-stressed area at the transition to the pedal eye, where many cranks break. Does it matter?
Years ago, the then-owner of TA told me that in the past, they had two forging dies for their cranks. Back then, most riders used 170 mm cranks, so they made a net-shape forging for that length, similar to the Rene Herse forgings above. This made sense, because it eliminated the machining, which was expensive in those pre-CNC days. But there was an added benefit: Very few of these cranks broke.
For the other arm lengths – and TA used to offer many – demand was not enough to warrant a net-shape forging die for each length, so they made the forging with the oblong pedal eye that you see above. This was then machined to the final shape. According to the owner of TA, those cranks were less reliable.
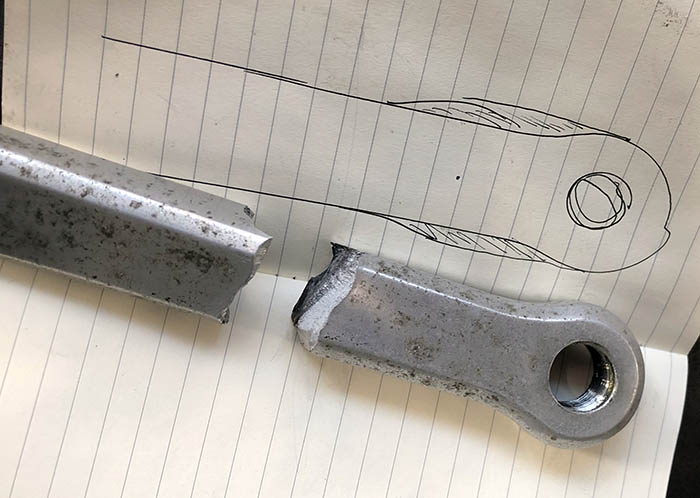
This matches my experience. Recently, I encountered a broken crank (above). Checking the length, I wasn’t surprised that it was a 177.5 mm crank. When I traced the shape of the raw forging on a piece of paper, I could see that the crank broke exactly where the oblong pedal eye started on the original forging, and where the material was removed. It makes sense – this is the most stressed area, because the pedal has the most leverage here.
This doesn’t mean that all cranks that don’t use net-shape forgings will break. Note the oxidation on the broken crank – it’s seen a lot of miles, and it was used on a commuting bike, where lots of starts and stops put great strain on the crank. Still, I sleep better at night knowing that Rene Herse cranks don’t have that weak spot.

When we developed our Rene Herse cranks, we decided that they had to be as strong and as reliable as the best cranks in the world: Our cranks had to pass the EN ‘Racing Bike’ standard, not the less-demanding ‘Trekking/City Bike’ standard that most other small-production cranks meet. The only way to pass that rigorous test is by using net-shape forgings, which require dedicated forging dies for each crank length.

Using separate forging dies for each crank length has one added advantage: We can make the longer cranks stronger. If you look carefully, you can see that the arm on the left has a larger cross-section. This compensates for the longer lever of the 177 mm cranks and also for the higher power output and greater weight of taller riders. It’s logical, yet I haven’t seen any other cranks that are beefed up for the longer versions.
This also means that all our cranks – and not just the shortest ones – pass the test. In fact, we’ve tested each length several times to be sure. (A single test might just capture a lucky outlier.)

Making separate forging dies for each crank length triples our tooling costs, but it’s the only way to make high-performance cranks that match the performance and reliability of the best cranks from the big makers, while still offering unlimited chainring choices and an understated classic aesthetic. You don’t make the world’s best components by cutting corners!
Further reading:
- Why we offer custom chainring sizes.
- How to choose your chainrings to match your riding style.
- 11-speed compatible Rene Herse chainrings.
