

44/28 Chainrings Back in Stock
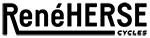
This is just a short note to say that our 12-speed compatible 44/28 chainrings are back in stock. 42/26 rings are in production, as well as other ring sizes that have been sold out for a while. You may wonder why we offer so many chainrings choices. With 11- or 12-speed...


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}